Overview
For successful abrasive waterjet cutting, there are several factors at the cutting head that determine the precision and quality of the waterjet stream and will affect the quality of part you are able to cut with an abrasive waterjet. Additional factors that go into cutting a precise and accurate part (machine design, controls, software and high-pressure pump) are discussed throughout the resource pages. Waterjet Cut Quality focuses on the cutting head and the waterjet as it interacts with the work piece.
Factors affecting precision & quality
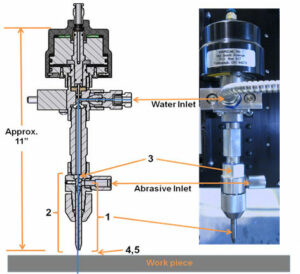
1 - Abrasive mixing tube length
A longer abrasive mixing tube (a.k.a. abrasive nozzle) produces a more coherent waterjet stream. The optimum mixing tube length is 3" - 4" (75 mm - 100 mm).
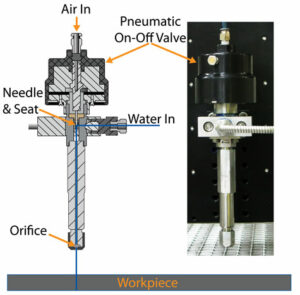
2 - Alignment of components
The orifice, mixing chamber and abrasive nozzle must be precisely machined and fit perfectly together to avoid damage of consumables by the waterjet stream.
3 - Precise orifice
The inside of the abrasive nozzle must be machined to ensure perfect alignment with the waterjet stream. The Orifice Selection page contains detailed information on Flow Rate (gpm) and Pump Specifications.
4 - Diameter of stream
A small diameter waterjet stream, as produced by a .010" (0.25 mm) orifice produces an efficient, high-quality stream. As a trade-off, cutting speeds are slower than when using a 0.014" (0.36 mm) or larger orifice, since less water and abrasive are used.
5 - Low, controlled stand-off from work
Maintaining a close distance between the nozzle and the work piece, between 0.040" and 0.060" (1.0 - 1.5 mm), is critical for producing accurate parts while also getting the maximum efficiency from the waterjet. Cutting closer to the material limits the amount of atmosphere that the jet has to travel through before reaching the work piece. This limits the expansion of the waterjet stream, since as the jet expands, the effective power of the jet is reduced. Cutting speeds will need to be reduced to compensate. If the distance between the nozzle and the work piece is increased by ¼", cutting speeds must be reduced by approximately 20% to achieve similar results with respect to tolerance and edge quality. Cutting under water with CNC height control will allow for ultimate control of the waterjet stream.
Affect of speed upon kerf angle
3/4" (20 mm) ALUMINUM WITH 3 DIFFERENT CUT SPEEDS

High Speed, Widest Kerf at Top, Narrowest at Bottom
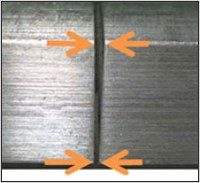
Medium Speed, Wider Kerf width at top than at bottom
Slower Speed, Similar width Kerf at top and bottom
Kerf angle, or bevel, refers to the dimensional difference between the top and bottom of the cut cross-section. Cutting too fast will result in a wider kerf width at the top of the cut cross-section and a narrower kerf width at the bottom of the zone. In the figure above, from left to right, cuts were done at 26 inches per minute (ipm), 14 ipm and 9.7 ipm (660 millimeters per minute [mm/min], 355 mm/min and 246 mm/min). All other parameters were held constant (pressure 60 kpsi, 0.060" standoff distance, 1.3 lb/min abrasive [4134 bar, 1.5mm and 600 grams/min]). At the top of the cut, kerf width was similar, around 0.044" (1.12 mm). The difference between top and bottom going from left to right was 0.017", 0.013" and 0.011" (0.43 mm, 0.33 mm and 0.28 mm). This shows the decrease in angularity as speed decreases.
The picture below shows one additional cut that was done extremely slowly (1 ipm or 25.4 mm/min) to demonstrate that when speed is decreased enough, the kerf width at the bottom of the part will be larger than at the top. In this example the kerf width at the bottom was 0.014" (0.36 mm) larger than at the top.
Very slow speed, Narrower kerf width at top, Wider at Bottom
Drag of waterjet stream and cut quality
Increasing feed rate results in increased trail back of waterjet stream. This concept is shown in Figure 5 below. Rougher edge quality is the result of more shearing action versus erosion action of abrasive at slower speeds. Modern controllers allow the user to adjust cut quality based upon part requirements. High-precision holes can be cut slower for a smoother, straighter cut. Faster cutting speeds with rougher edge quality can be used on less critical areas.

Separation Cut

Through Cut
Clean Cut ± 0.010"
Good Finish

Excellent Finish ± 0.005"
Effect of nozzle height
For best cut quality, an optimum distance between the nozzle and the work piece should be maintained. Typically, between 0.0625" and 0.125" (1.5 – 3.0 mm) is the optimum height for abrasive waterjet cutting. As the distance increases above 0.125", rounding on the top edge of the cut will result. This occurs because the waterjet stream looses coherence as it travels through open air. Increased nozzle height will also result in increased kerf angle. If the distance between the nozzle and the work piece is increased by ¼", cutting speeds must be reduced by approximately 20% to achieve similar results with respect to tolerance and edge quality. Automatic height control is the most reliable and accurate way to maintain proper standoff distance. The nozzle height is increased too far, the jet will not have enough power to fully penetrate material that it would easily cut at much lower heights.
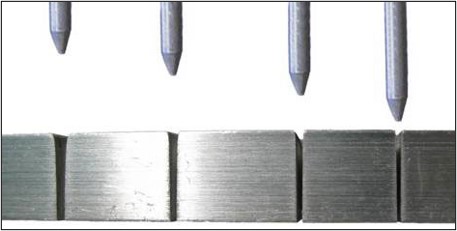
Figure 6 - 3/4" Aluminum with cuts at various nozzle heights, same speed
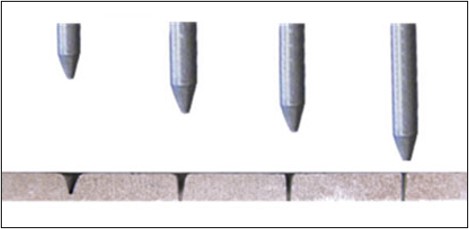
Figure 7 - Increasing nozzle height to point of no jet penetration
Effect of speed on inside corners
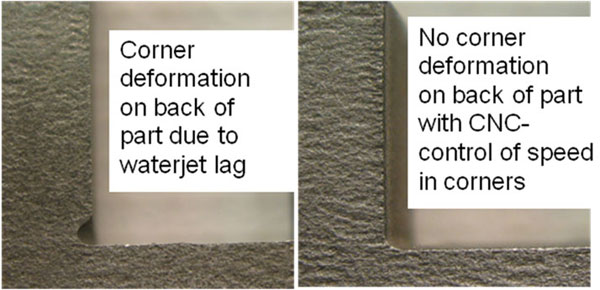
Figure 8 - Corner speed too fast
Since the waterjet is a non-rigid cutting tool, inside corners on parts can exhibit a certain amount of overcut on the bottom, or exit, side of the part. This can be reduced by decelerating into the corner and slowly accelerating, allowing the bottom portion of the jet to catch up with the top portion around the corner. The waterjet control must have the ability to do this automatically.
Tight radii
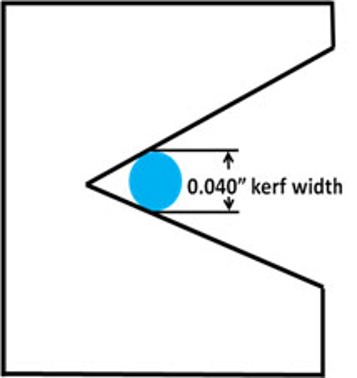
Since the waterjet stream is a round tool, with a diameter between 0.030″ and 0.040″ (0.76 mm and 1.02 mm) for abrasive waterjet cutting, creating any inside corner that is perfectly square is impossible. CAM software will typically read geometries and give a user the option to automatically place a very small radius on these corners. This will avoid damaging the part and reduce processing time, as radii are faster to cut than square corners. For very acute angles, the actual part that is cut may differ significantly from the original drawing and should be considered for form, fit and function before processing.
Overview
For successful abrasive waterjet cutting, there are several factors at the cutting head that determine the precision and quality of the waterjet stream and will affect the quality of part you are able to cut with an abrasive waterjet. Additional factors that go into cutting a precise and accurate part (machine design, controls, software and high-pressure pump) are discussed throughout the resource pages. Waterjet Cut Quality focuses on the cutting head and the waterjet as it interacts with the work piece.
Factors affecting precision & quality
1 - Abrasive mixing tube length
A longer abrasive mixing tube (a.k.a. abrasive nozzle) produces a more coherent waterjet stream. The optimum mixing tube length is 3" - 4" (75 mm - 100 mm).
2 - Alignment of components
The orifice, mixing chamber and abrasive nozzle must be precisely machined and fit perfectly together to avoid damage of consumables by the waterjet stream.
3 - Precise orifice
The inside of the abrasive nozzle must be machined to ensure perfect alignment with the waterjet stream. The Orifice Selection page contains detailed information on Flow Rate (gpm) and Pump Specifications.
4 - Diameter of stream
A small diameter waterjet stream, as produced by a .010" (0.25 mm) orifice produces an efficient, high-quality stream. As a trade-off, cutting speeds are slower than when using a 0.014" (0.36 mm) or larger orifice, since less water and abrasive are used.
5 - Low, controlled stand-off from work
Maintaining a close distance between the nozzle and the work piece, between 0.040" and 0.060" (1.0 - 1.5 mm), is critical for producing accurate parts while also getting the maximum efficiency from the waterjet. Cutting closer to the material limits the amount of atmosphere that the jet has to travel through before reaching the work piece. This limits the expansion of the waterjet stream, since as the jet expands, the effective power of the jet is reduced. Cutting speeds will need to be reduced to compensate. If the distance between the nozzle and the work piece is increased by ¼", cutting speeds must be reduced by approximately 20% to achieve similar results with respect to tolerance and edge quality. Cutting under water with CNC height control will allow for ultimate control of the waterjet stream.
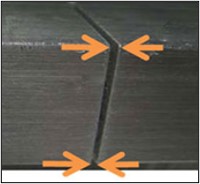
Affect of speed upon kerf angle
3/4" (20 mm) ALUMINUM WITH 3 DIFFERENT CUT SPEEDS
High Speed, Widest Kerf at Top, Narrowest at Bottom
Medium Speed, Wider Kerf width at top than at bottom
Slower Speed, Similar width Kerf at top and bottom
Kerf angle, or bevel, refers to the dimensional difference between the top and bottom of the cut cross-section. Cutting too fast will result in a wider kerf width at the top of the cut cross-section and a narrower kerf width at the bottom of the zone. In the figure above, from left to right, cuts were done at 26 inches per minute (ipm), 14 ipm and 9.7 ipm (660 millimeters per minute [mm/min], 355 mm/min and 246 mm/min). All other parameters were held constant (pressure 60 kpsi, 0.060" standoff distance, 1.3 lb/min abrasive [4134 bar, 1.5mm and 600 grams/min]). At the top of the cut, kerf width was similar, around 0.044" (1.12 mm). The difference between top and bottom going from left to right was 0.017", 0.013" and 0.011" (0.43 mm, 0.33 mm and 0.28 mm). This shows the decrease in angularity as speed decreases.
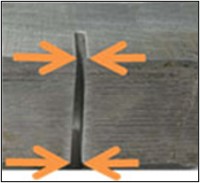
The picture below shows one additional cut that was done extremely slowly (1 ipm or 25.4 mm/min) to demonstrate that when speed is decreased enough, the kerf width at the bottom of the part will be larger than at the top. In this example the kerf width at the bottom was 0.014" (0.36 mm) larger than at the top.
Very slow speed, Narrower kerf width at top, Wider at Bottom
Drag of waterjet stream and cut quality
Increasing feed rate results in increased trail back of waterjet stream. This concept is shown in Figure 5 below. Rougher edge quality is the result of more shearing action versus erosion action of abrasive at slower speeds. Modern controllers allow the user to adjust cut quality based upon part requirements. High-precision holes can be cut slower for a smoother, straighter cut. Faster cutting speeds with rougher edge quality can be used on less critical areas.
Separation Cut
Through Cut
Clean Cut ± 0.010"
Good Finish
Excellent Finish ± 0.005"
Effect of nozzle height
For best cut quality, an optimum distance between the nozzle and the work piece should be maintained. Typically, between 0.0625" and 0.125" (1.5 – 3.0 mm) is the optimum height for abrasive waterjet cutting. As the distance increases above 0.125", rounding on the top edge of the cut will result. This occurs because the waterjet stream looses coherence as it travels through open air. Increased nozzle height will also result in increased kerf angle. If the distance between the nozzle and the work piece is increased by ¼", cutting speeds must be reduced by approximately 20% to achieve similar results with respect to tolerance and edge quality. Automatic height control is the most reliable and accurate way to maintain proper standoff distance. The nozzle height is increased too far, the jet will not have enough power to fully penetrate material that it would easily cut at much lower heights.
Figure 6 - 3/4" Aluminum with cuts at various nozzle heights, same speed
Figure 7 - Increasing nozzle height to point of no jet penetration
Effect of speed on inside corners
Figure 8 - Corner speed too fast
Since the waterjet is a non-rigid cutting tool, inside corners on parts can exhibit a certain amount of overcut on the bottom, or exit, side of the part. This can be reduced by decelerating into the corner and slowly accelerating, allowing the bottom portion of the jet to catch up with the top portion around the corner. The waterjet control must have the ability to do this automatically.
Tight radii
Since the waterjet stream is a round tool, with a diameter between 0.030″ and 0.040″ (0.76 mm and 1.02 mm) for abrasive waterjet cutting, creating any inside corner that is perfectly square is impossible. CAM software will typically read geometries and give a user the option to automatically place a very small radius on these corners. This will avoid damaging the part and reduce processing time, as radii are faster to cut than square corners. For very acute angles, the actual part that is cut may differ significantly from the original drawing and should be considered for form, fit and function before processing.